3D optical profilers provide high-resolution measurement of surface roughness and shape.
Earlier optical profilers were limited by the size of their measurement areas (Field-of-view, or FOV), typically less than 1mm x 1mm. “Stitching” techniques were developed to overcome this limitation by merging many measurements into one single, high-resolution measurement. But long acquisition times and large file sizes often made stitching impractical.
Today’s 3D optical profilers, however, can acquire large area, high-resolution measurements in a fraction of the time of previous instruments, thanks to:
- Increased computer power
- Higher scanning speeds
- Advanced/proprietary scanning and stitching algorithms
- Larger storage devices and cloud-based storage
- Faster, more precise stage hardware
- Improved acquisition techniques
- Better data analysis tools.
The image below shows a wear scar from an ASTM G65 wear test coupon used in the oil and gas industry. This stitched dataset, measuring nearly 21 mm x 42 mm, consists of over 300 individual measurements acquired automatically over a few hours. Such a large, complex measurement would have been virtually impossible just a few years ago, but it can now be accomplished as a matter of course.
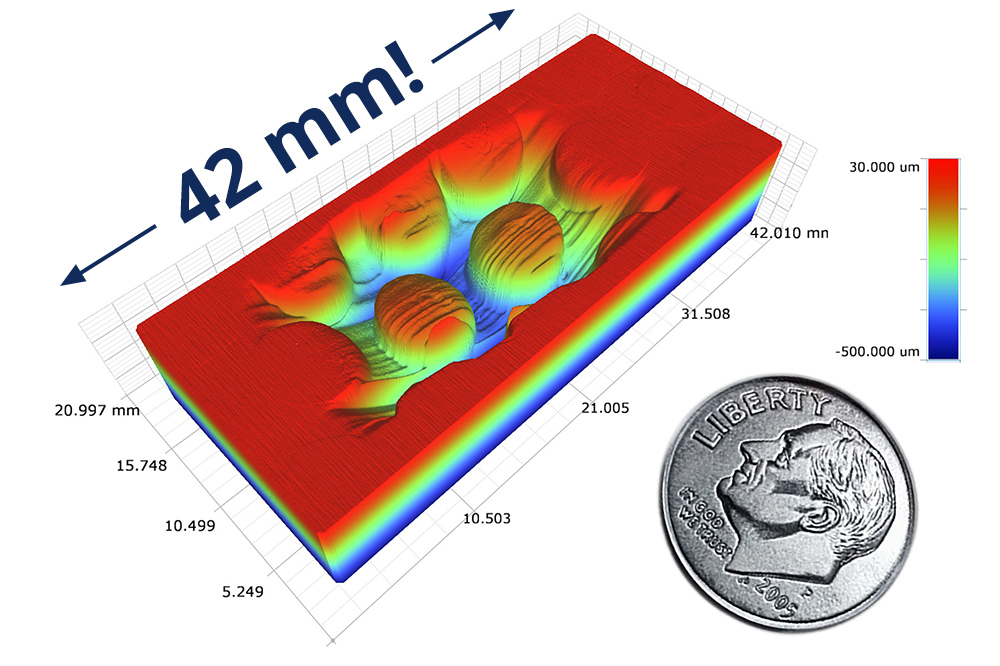
A 21 x 42 mm stitched, 3D optical profiler measurement of an ASTM G65 wear test coupon. Large, high-resolution measurements like this are the result of years of 3D optical profiler development. The dime is shown for approximate size comparison. Courtesy Ethos Engineering & Testing, Inc. Measured with Bruker NPFlex.
Want to know more about how 3D optical profiling can help with your development and production measurements? Contact us today…and check out our Surface Roughness, Texture and Tribology classes to learn more!